螺套丝锥和标准丝锥尺寸上不同。在安装螺纹护套时,必须使用螺纹护套丝锥(ST丝锥)。
螺套丝锥使用高品质高速钢(HSS)按照精确标准制成。
手攻丝锥有多种规格可供选择(包括锥型Taper, 中间型intermediate, 和平底型bottoming型)。螺套丝锥直径更大,
但是为了和螺纹护套匹配,牙距和标准丝锥相同。
当螺纹护套安装到一个合适的攻完丝的孔中,该护套将提供合适的内部螺纹公差给螺栓。
注意:攻丝后孔的尺寸会受到很多因素的影响。例如,钻孔尺寸,母材材质,或是润滑等。因此在紧工差配合的应用中,我们推荐**行测试,确认后再进行批量生产。

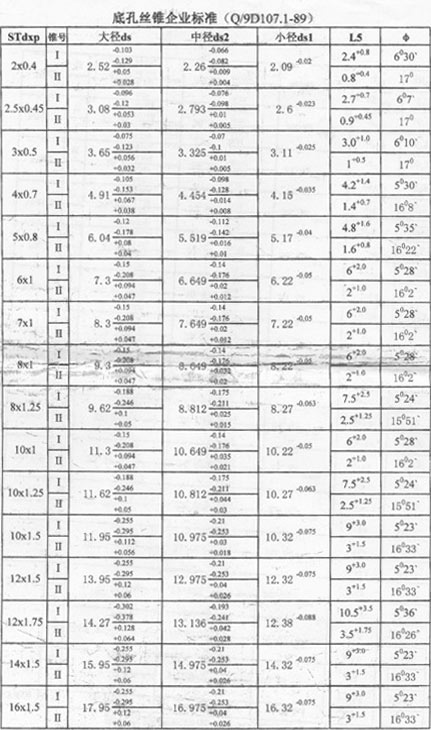
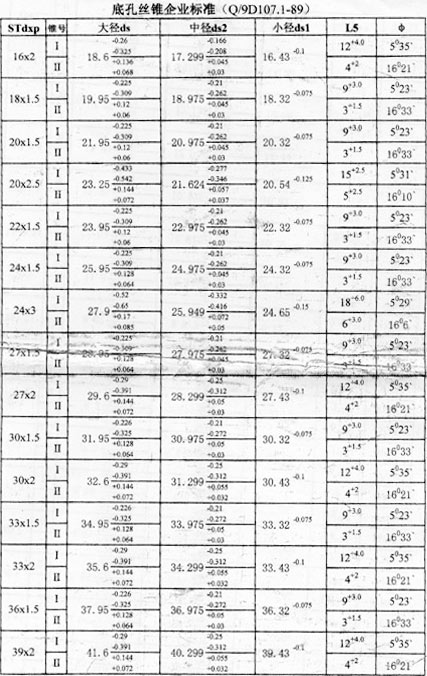
钢丝螺套专用丝锥用于加工钢丝螺套安装孔的专用内螺纹,结构尺寸依照国家标准《细柄机用和手用丝锥》GB3464-83要求制造,材料为W18Cr4V,可机用也可手用。
根据其使用范围可分为轻合金机用螺纹护套丝锥、手用螺纹护套丝锥,普通钢机用螺套丝锥、手用螺套丝锥,特种螺套丝锥三种。
用于加工铝、镁合金以及铜合金等有色金属合金,螺距在2.5mm以下为单支丝锥,螺距大于等于2.5mm为双支。
标记示例:STd × p ST 为螺纹护套专用内螺纹代号
用于在轻合金上加工安装规格为8×1.25钢丝螺套底孔螺纹的专用丝锥,标记为:ST8×1.25(ST为钢丝螺套专用内螺纹代号)。
用于加工钢、铸铁、铸钢等金属材料上的内螺纹,是双支丝锥。
可根据用户需要设计、制造各种特殊品种的螺纹底孔丝锥,例如在软铝,紫铜上攻丝的机用、手用挤压丝锥,单支普通钢攻丝的专用机用丝锥、不锈钢攻丝丝锥、用于盲孔的平底丝锥、螺旋槽丝锥、螺尖丝锥等。
◆直槽螺纹护套丝锥通用性很强,通孔或盲孔、有色金属或黑色金属都可使用,价格也便宜,但质量较差。
◆螺旋槽螺纹护套丝锥比较适合加工盲孔螺纹,加工时切屑向后排出。在加工黑色金属时,螺旋角选择的少小一点,大约一般在 30 度左右,可以保证螺旋齿的强度。在加工有色金属时,螺旋角选择的少大一点,大约一般在 45 度左右,这样切削时可以锋利一些。
◆挤压丝锥比较适合加工有色金属,尤其是铝合金铸件,它主是对金属挤压、变形、形成的内螺纹。挤压成形是非切削加工,采用挤压成形工艺加工出的螺纹孔,抗拉、抗剪强度高,加工表面的粗糙度也较好,但挤压丝锥底孔要求较高,过大,强度不够;过小容易造成丝锥断裂。
◆ 螺尖丝锥比较适合加工通孔螺纹,加工时切削向前排出。固芯部尺寸较大,强度较好,切削力较大,所以对加工有色金属、不锈钢、黑色金属效果都很好。
在美标统一螺纹系统中,中等配合(2B)或者紧配合(3B)的小螺纹中径是相同的值。但是中等配合(2B)的大螺纹中径比紧配合(3B)的要大。相应的螺套丝锥的制造精度是紧配合(3B)。

锥型丝锥 (也称头攻丝锥)用于精准的和比较有难度的孔的开始的攻丝。这款丝锥前八条螺纹为导向螺纹,但没有尺寸的缩减。
中间型(也称为二攻丝锥)用于大多数的应用。帮助攻丝的过程保持垂直。这款丝锥前四条螺纹为导向螺纹,但尺寸没有缩减。

平底丝锥用于确保攻丝加工盲孔时,螺纹可以尽可能接近底部。这款丝锥前两条螺纹为导向螺纹。通常需要在锥型丝锥或是中间丝锥之后使用。

螺旋槽丝锥建议用于所有盲孔的机攻攻丝。尤其是铜、镁和铝等会产生长纤切屑的软材料。

螺旋尖丝锥建议用于通孔的机攻攻丝。这款丝锥在丝锥导头内能够将切屑清除。

挤压丝锥用来在延展性好的材料上进行机攻攻丝。比如含有低硅的材料,铝以及某些不锈钢材料。这款丝锥没有槽或是切割面,但有特殊的用来挤压成型的叶型边。它有一个锥形的前端导头,可用于通孔及盲孔,使用高品质高速钢制作。